HERMETIC Spaltrohrmotorpumpen –
Sichere Pumpentechnik für die Diesel- und Biodieselherstellung
Beim katalytischen Reinigungsprozess in der Diesel- und Biodieselherstellung spielt die Reaktorzirkulationspumpe eine entscheidende Rolle. Die beim Entschwefelungsprozess vorherrschenden hohen Systemdrücke und Temperaturen erfordern höchste Sicherheit und Zuverlässigkeit des eingesetzten Equipments. Der Einsatz von Katalysatoren und die schwankende Rohstoffqualität bei der Biodieselherstellung stellen zusätzliche Herausforderungen dar. Die dichtungslose Bauweise der HERMETIC Pumpe, umfangreiche Mess- und Regeltechnik sowie rigorose Tests während der Prüfstand Abnahme garantieren Anlagenbetreibern eine sichere Pumpenlösung mit hoher Verfügbarkeit.
Die Biodieselherstellung hat in den letzten Jahren eine steigende Bedeutung erlangt. Während 2010 weltweit etwa 19,3 Mrd. Liter hergestellt wurden, waren es 2020 rund 40 Mrd. Liter. Die globale Biodieselproduktion konzentriert sich auf die EU-27, die USA, Indonesien und Brasilien, wobei die Europäische Union mit einem Anteil von knapp 32 % und einer Produktion von gut 15,2 Mio. Liter im Jahr 2021 weltweit der mit Abstand bedeutendste Biodieselproduzent ist (Quelle: ufop.de1).
Herstellung von Biodiesel
Als Biodiesel werden Fettsäuremethylester (FAME, engl. für fatty acid methyl ester) bezeichnet, die durch den chemischen Prozess der katalytischen Umesterung von z. B. pflanzlichen Ölen und tierischen Fetten mit Methanol hergestellt und als Kraftstoff für Dieselmotoren verwendet werden. Laut ufop wird weltweit etwa Palmöl zu 35 %, Sojaöl zu 25 % und Rapsöl zu 15 % eingesetzt. 12 % entfallen auf Altspeisefette, 7 % auf tierische Fette und 6 % auf „andere Öle“. Während laut ufop für Nord- und Südamerika sowie Südostasien erwartet wird, dass die Biodieselproduktion aus Soja- bzw. Palmöl weiter zunehmen wird, ist in der EU-27 damit zu rechnen, dass der Anteil von Biodiesel aus Abfallölen und -fetten steigt. Bei der Umesterung werden die hochmolekularen Triglyceride von Ölen mithilfe eines Katalysators aufgespalten und unter Zugabe von Methanol zu niedriger molekularen Fettsäuremethylestern umgewandelt. Dabei entsteht Glycerin als Nebenprodukt.
Der katalytische Reinigungsprozess
Wie bei der Herstellung von Dieselkraftstoff sind die katalytische Reinigung und Schwefelreduktion entscheidende Schritte in der Biodieselherstellung, um die erforderlichen Qualitätsstandards zu erfüllen. Neben der Eliminierung von Verunreinigungen wie freien Fettsäuren, Wasser, Alkoholen, Pigmenten und Schwermetallen ist eine effiziente Schwefelreduktion unerlässlich. Dies wird typischerweise durch den Einsatz von katalytischen Hydrotreating-Prozessen erreicht. Dabei wird der Biodiesel – genau wie bei der Entschwefelung in der Dieselherstellung – in Gegenwart eines geeigneten Katalysators mit Wasserstoff behandelt, um die Schwefelverbindungen zu entfernen. Bei diesem Verfahren sind Systemdrücke von über 100 bar und Temperaturen von über 400 °C zu beherrschen.
Hohe Anforderungen an die Reaktorzirkulationspumpe
Bei der Schwefelreduktion spielt die Reaktorzirkulationspumpe eine entscheidende Rolle. Die Umwälzpumpe ist verantwortlich für den kontinuierlichen Durchfluss des Biodiesels durch den katalytischen Reaktor. Sie sorgt dafür, dass der Biodiesel gleichmäßig mit dem Katalysator in Kontakt kommt und eine effiziente Reaktion ermöglicht wird. Darüber hinaus trägt die Umwälzpumpe dazu bei, die Temperatur im Reaktor konstant zu halten und Wärmeübertragungseffekte zu maximieren.
Die hohen Temperaturen und die Aggressivität der Chemikalien erfordern eine hohe Korrosionsbeständigkeit und Dichtigkeit des Equipments. Da schon kleinste Leckagen fatale Brände auslösen können, sind von Anlagen und Komponenten höchste Zuverlässigkeit und Sicherheit gefordert. Zudem muss die Pumpe in der Lage sein, den hohen Druck im System zu bewältigen, um einen kontinuierlichen Durchfluss des Biodiesels zu gewährleisten. Spaltrohrmotorpumpen sind aufgrund der dichtungslosen Technologie und der hohen Sicherheit sehr gut für diesen Einsatzzweck geeignet. Im Gegensatz zu konventionellen Kreiselpumpen mit Gleitringdichtungen kommen Spaltrohrmotorpumpen ohne jegliche anfälligen dynamischen Dichtungen aus. Stattdessen verfügen sie über eine zweite hermetische Sicherheitshülle, die das Austreten von Fördermedien und damit Emissionen in die Umwelt ausschließt. Eine Pumpe mit Gleitringdichtung hingegen stellt aufgrund von Dichtungslecks ein erhöhtes Risiko einer Selbstentzündung und eine hohe Brandgefahr dar.
Leckagefreie, sichere Pumpenlösung in breitem Anwendungsraster
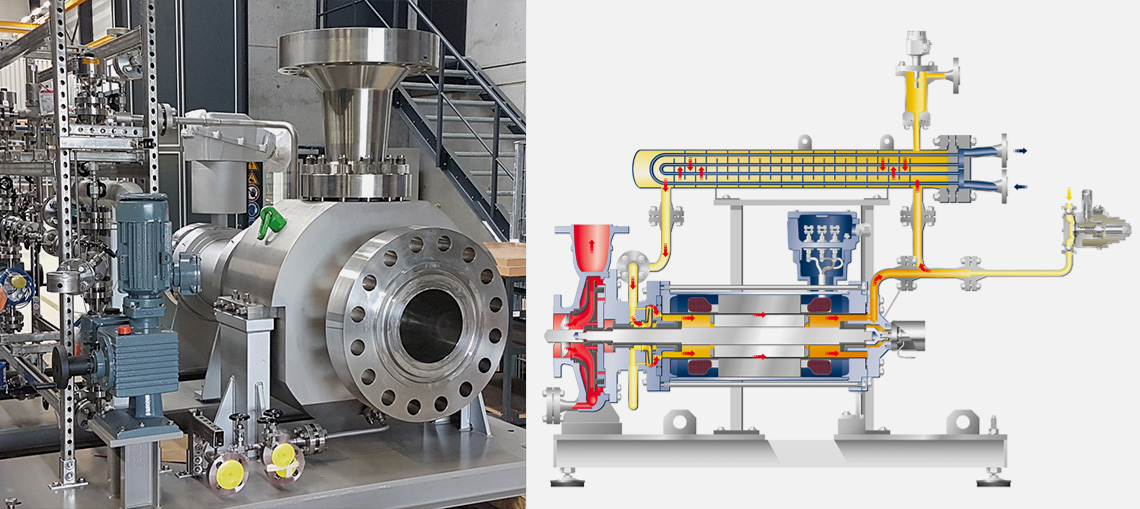
HERMETIC Spaltrohrmotorpumpen des Typs CAMKfH+D bieten mit ihrer geschlossenen, leckagefreien Konstruktion eine optimale Lösung für die Reaktorzirkulation im katalytischen Reinigungsprozess.
Die Baureihe CAM eignet sich zur sicheren Förderung von aggressiven, toxischen, heißen, explosiven, kostbaren und feuergefährlichen Flüssigkeiten sowie Flüssiggasen. In der Hochdruckausführung können hohe Systemdrücke (bis 1200 bar) auf technisch einfache Art gelöst werden. Die Wandstärken der äußeren Komponenten entsprechen der geforderten Druckstufe. Die Hochtemperaturausführung mit externer Kühlung der Pumpe erlaubt den Einsatz von Fördermedien bis +400 °C. Standardmäßig kommen für diese Fördermedien Rohrbündelkühler (auf Wunsch mit ASME-Zertifizierung) zum Einsatz, aber auch Plattenkühler oder Luftkühler sind je nach landesspezifischer Druckgeräterichtlinie erhältlich. Da sich beim Einsatz von Katalysatoren beispielsweise durch Alterung des Katalysators Partikel bzw. Ausflockungen in der Prozessflüssigkeit bilden können, verfügt die Pumpe über eine Dosierpumpe. Um möglichen Motor- und Lagerschäden vorzubeugen, wird über eine exakt auf die Anwendung abgestimmte Dosierpumpe ein feiner, gleichmäßiger Gegenstrom mithilfe des reinen Fördermediums im Rotorraum erzeugt, der dies verhindert.
Das Anwendungsraster für CAMKfH-Varianten beinhaltet Förderhöhen bis 500 m, Volumenströme bis 600 m³/h, Fluidtemperaturen von –120 bis +400 °C, Leistungsstärken bis 700 kW und Druckstufen bis 450 bar.
In einer Beispielanlage arbeitet eine sechsstufige Spaltrohrmotorpumpe des Typs CAMKfH+D 44/6 bei einem Förderstrom von 56 m³/h und einer Förderhöhe von 430 m. Der Motor NH75zx-2 verfügt über eine Wellenleistung von 138 kW. Die Betriebstemperatur beträgt 232 °C, der Dampfdruck 117 bar.
Kompakte, verschleiß- und wartungsarme Bauweise, niedrige Lebenszykluskosten
Die Präsenz von Feststoffen wie zum Beispiel Katalysatoren kann für die Gleitringdichtung, wie sie bei Chemie-normpumpen zum Einsatz kommt, eine sehr ernstzunehmende Herausforderung darstellen. Bei Spaltrohrmotorpumpen sorgt der konstruktionsbedingte Verzicht auf verschleiß- und störanfällige Bauteile wie Wellendichtungen, Kupplungen und Wälzlager für eine hohe Betriebssicherheit, beinahe zu vernachlässigenden Verschleiß und die besten MTBF-Werte (Mean Time Between Failure), verglichen mit anderen Pumpentechnologien.
Die integrale und kompakte Blockbauweise macht eine Wellenausrichtung nicht mehr erforderlich. Eine mechanische Kupplung und Kupplungsschutz sowie oft auch die aufwändige Grundplattenkonstruktion entfallen dadurch. Pumpe und Motor sind kontinuierlich in einer Flucht ausgerichtet, was Vibrationen, infolge thermischer Ausdehnung und den damit einhergehenden Schäden an Lagern vorbeugt.
Komplettsystem samt Steuerungs- und Überwachungstechnik
Die Herstellung von Biodiesel erfolgt häufig in Batch-Prozessen. Dabei können die Ausgangsstoffe für den Biodiesel in unterschiedlichen Mengen vorliegen und unterschiedliche Qualitäten aufweisen, was zu jeweils abweichenden Widerständen im katalytischen Reinigungsprozess führen kann. Durch die Eignung für den Betrieb am Frequenzumrichter kann die Drehzahl der HERMETIC Spaltrohrmotorpumpe entsprechend angepasst werden.
Für einen berührungs- und verschleißfreien Lauf der Rotoreinheit sorgt die HERMETIC Technologie „ZART“ (Zero Axial and Radial Thrust). Diese basiert auf einem umfassenden Axialschubausgleich in Verbindung mit hydrodynamischen Gleitlagern. Während Entlastungsmechanismen in der Steuereinheit permanent die axiale Stellung der Pumpenwelle regeln, ermöglicht ein feiner Flüssigkeitsfilm zwischen rotierender und statischer Gleitlagerkomponente ein vollständiges „Schwimmen“ des Rotors. Die Überwachung des Axialschubausgleichs übernimmt die Rotorpositionsüberwachung „MAP“. Sie erkennt das Auftreten kleinster Spielräume bei der Rotorbewegung und dient als eine Art Frühwarnsystem der Vorbeugung von unerwünschten Betriebszuständen und teuren Schadensfällen. Dank dieses hydraulischen Kräftegleichgewichts arbeitet die HERMETIC Pumpe ohne Radial- und Axialverschleiß und bietet Anlagenbetreibern dadurch wesentlich höhere Standzeiten bei niedrigeren Lebenszykluskosten.
Bei diesem Pumpensystem sorgt ein externer Wärmetauscher für die Abführung der Motorverlustwärme während eine Wärmesperre den Wärmeübergang vom Pumpen- zum Motorteil verhindert. Zur Vermeidung von Überhitzung ist eine Temperaturüberwachung der Motorwicklung integriert. Ein weiterer Sensor überwacht die Temperatur des Motorkühlkreislaufs, was der Sicherstellung der Kühlleistung und der Funktionssicherheit dient. Weitere Komponenten wie Sicherheitsventile und ein aufwendiges, rigoroses Test- und Prüfverfahren einschließlich Röntgenkontrollen, Vibrationstests und Ultraschallprüfungen sowie eine umfangreiche Dokumentation komplettieren den Lieferumfang zu einem höchst zuverlässigen System. HERMETIC Pumpen stellen ihre Sicherheit und Leistungsfähigkeit bei der Diesel- und Biodieselraffination weltweit unter Beweis.
1 ufop: Union zur Förderung von Öl- und Proteinpflanzen e.V. , Bericht zur globalen Marktversorgung 2022/23, www.ufop.de (Zugriffsdatum: 04.06.2023)
HERMETIC-Pumpen GmbH
Die HERMETIC-Pumpen GmbH ist ein weltweit führender Entwickler und Hersteller hermetischer Pumpentechnologien. Als Spezialist für Spaltrohrmotorpumpen hat sich HERMETIC mit sicheren und langlebigen Pumpen – für extremste Einsatzbereiche und gefährlichste Fördermedien – weltweit einen Namen gemacht. Der Anwendungsbereich von HERMETIC Spaltrohrmotorpumpen erstreckt sich auf Fluidtemperaturen von –160 °C bis +480 °C und Systemdrücke bis 120 MPa. In Verbindung mit Leistungsstärken von 1 kW bis 690 kW bietet HERMETIC das größte Leistungsraster an Spaltrohrmotorpumpen im Markt. HERMETIC beschäftigt rund 440 Mitarbeiter am Stammsitz in Deutschland und unterhält Niederlassungen in China und den USA. In Verbindung mit einem weltweiten Service- und Vertragspartnernetz bietet das Unternehmen zuverlässigen Kundenservice über den gesamten Lebenszyklus einer Anlage hinweg.