HERMETIC supplies sophisticated canned motor pump for diesel desulphurisation
HERMETIC-Pumpen GmbH supplied a canned motor pump with a flow rate of 1,000 m³/h and a delivery head of 65 m for a new diesel fuel desulphurisation plant of a Chinese refinery. The high system pressures and temperatures prevailing during the desulphurisation process require the highest safety and reliability of the equipment used. The hermetically sealed HERMETIC pump, extensive measuring and control equipment as well as rigorous tests and inspections not only guarantee the plant operator a safe pump solution with high availability. The decisive factor to the refinery was HERMETIC’s expertise and experience with the complex challenges of large industrial oil and gas plants. In addition, the pump specialist with a joint venture provides on-site support to manufacturing plants and service offices in China.
Under the increasingly stringent global regulations on the reduction of pollutant emissions, China also has a limit of 10 ppm for the sulphur content in diesel fuels. To comply with the requirements, refineries are required to invest in technological modernisation. The diesel desulphurisation process includes a hydrogenation process that requires system pressures of more than 100 bar and temperatures of more than 400°C. Since even the smallest leaks can cause fatal fires, plants and components require the highest level of reliability and safety. In the case of the reactor circulation pump requiring a delivery rate of 1,000 m³/h and a delivery head of 65 m, a well-known refiner in China relies on the expertise and quality of HERMETIC.
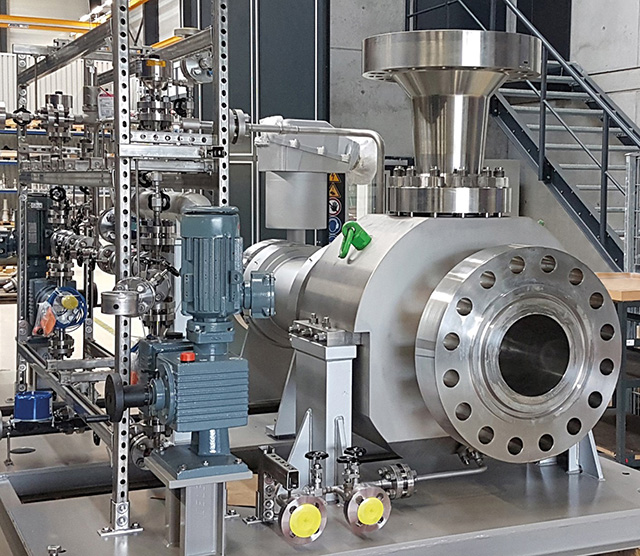
Canned motor pump in high pressure design
Leakage-free pump solution for the oil and gas industry
The core of the 10-ton pump system is a CNKfH+D 300-500 canned motor pump. The water-cooled motor of the pump according to API 685 has a shaft power of 185 kW. All pressure containing parts were made of forged solid materials. The housing is made of highly resistant SS 316 Ti stainless steel and has been tested at 310 bar. With a system pressure of 112 bar and an operating temperature of 405 degrees Celsius, the integrated, compact unit is designed for a nominal pressure of 130 bar. In addition to the rotor lining, the motor housing serves as a secondary containment, which provides a leak-free, safe pump solution.
Low-wear and low-maintenance design principle
The design-related omission of wear-prone components such as shaft seals, couplings and bearings reduces the maintenance and repair costs and ensures a longer service life. The “ZART” (Zero Axial and Radial Thrust) technological part from HERMETIC ensures a contact- and wear-free running of the rotor unit. It is based on comprehensive axial thrust balancing in conjunction with hydrodynamic sleeve bearings. While relief mechanisms in the control unit continuously monitor the axial position of the pump shaft, a fine fluid film between the rotating and static sleeve bearing component allows a full “floating” of the rotor. For the monitoring of the the axial thrust balancing, the pump is equipped with the HERMETIC “MAP” technology. The rotor position monitoring detects the slightest plays in the rotor movement and serves as a kind of early warning system to prevent undesired operating conditions and expensive damage. Due to this hydraulic power balance, the HERMETIC pump operates without radial and axial wear, thus offering plant operators significantly longer service life.
Entire system with integrated measuring and control equipment
To ensure high availability and durability, the canned motor pump was provided with additional measuring and control equipment. To prevent potential motor and bearing damage, this particular process avoids gas accumulations on the motor side, which can escape from the pumped medium. A dosing pump precisely tailored to the application generates a fine, uniform counterflow in the rotor space, which prevents this. A level indicator integrated in the system monitoring indicates whether there is no gas in the circuit. While a heat barrier prevents the heat transfer from the pump to the motor part, an external heat exchanger ensures the dissipation of motor heat loss. To prevent overheating, a temperature monitoring of the motor winding is integrated. Another sensor monitors the temperature of the motor cooling circuit, which ensures the cooling performance and the functional safety. Other components such as safety valves and an extensive, rigorous testing and inspection procedures including X-ray tests, vibration tests and ultrasonic tests as well as comprehensive documentation complete the scope of supply to a highly reliable system. HERMETIC pumps demonstrate their safety and performance in currently 15 large refineries worldwide.
Contact
For more information, please contact:
Alexander Waidmann
Sales – Canned Motor Pumps
waidmann.alexander@hermetic-pumpen.com