Download product information now
Canned motor pumps for the food industry
In the food industry, cooling circuits are installed covering the process steps from food production and processing to food conveying and temperature controlled storage. As the handling of food requires increased safety control, hermetic systems such as canned motor pumps are often used in large plants to circulate the refrigerant or food, such as in the beverage industry. In addition to the safety aspects, questions of environmental protection and plant efficiency also come into focus. HERMETIC supports plant manufacturers and the food industry with hermetically sealed canned motor pumps that perfectly combine safety, efficiency and environmental protection.
Your benefits
- Safety: Absolute leak-tightness of the system even when using refrigerants with high requirements such as ammonia or CO2
- Efficiency: Lowest life cycle costs thanks to low maintenance costs
- Flexibility: Immediately available standard products and individual customisations thanks to over 400 pre-configured pump variants
Application areas
- Breweries
- Dairies
- Abattoirs
- Fish processing
- Frozen food production
- Freeze-drying
- Freezing tunnels
- Ice cream production
- Climate control
Serverraum-Kühlung in Frankreich
Requirements
This example plant in Lithuania processes mainly strawberries. The strawberries are frozen gently to retain the taste after picking and to be able to sort them better by size. Leakage of coolants must be prevented to rule out contamination of the strawberries. Production takes place without interruption, which means that maintenance of the system must be reduced to the bare minimum.
A CO2 / NH3 cascade system with a capacity of 970 kW is used. This system has typically two separated cooling circuits, a CO2 circuit at –40 °C and an NH3 circuit at –10 °C.
| Delivery rate: | 17.3 m3/h |
| Pumping head: | 15 m |
| Operating temperature: | –10 °C |
| Refrigerant: | ammonia |
| System type: | CO2 / ammonia cascade system |
The pump used
The system uses a HERMETIC canned motor pump CNF40-160 with AGX3.0 motor. This is a standard and inexpensive, single-stage canned motor pump that is available immediately. The single-stage pump series is particularly suitable for high delivery rates and medium pumping heads. A Qmax orifice made it possible to achieve exactly the desired operating point and the maximum delivery rate at the same time.
In addition to the optimum technical pump design, the plant manufacturer was particularly impressed by the long maintenance-free service life, the good price-performance ratio and the excellent customer advice by the HERMETIC sales service.

Medium / refrigerant
Ammonia is the primary and most widely used refrigerant worldwide in industrial refrigeration applications. It is mainly used in large installations such as deep-freezestores, abattoirs, breweries, central refrigeration in the chemical industry and ice rinks. Cascade systems where CO2 and ammonia are used in parallel are becoming increasingly popular. The advantages of ammonia are its large specific enthalpy of vaporisation, its environmentally friendly properties and many years of experience as a refrigerant.

We have the right pumps for your industry
CNF
| Delivery rate: | max. 80 m3/h |
| Pumping head: | max. 70 m |
| Pressure rating: | PN25 and PN40 |
| Operating temperature: | –50 °C to +30 °C |
| Speed: | 2800 to 3500 U/min |
| Viscosity: | max. 20 mm2/s |
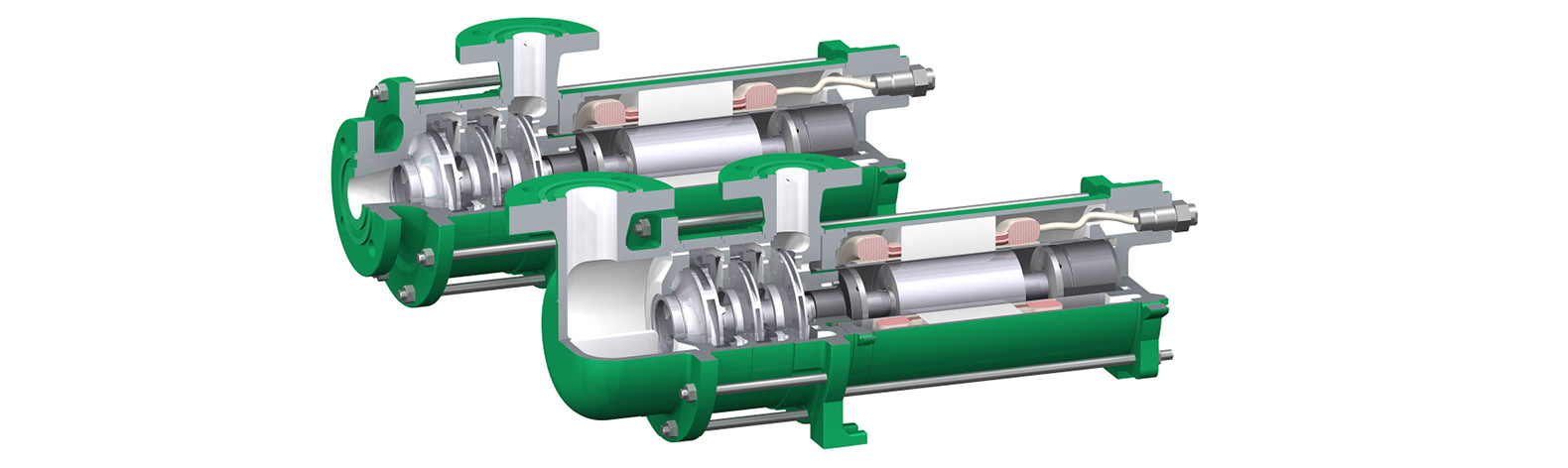
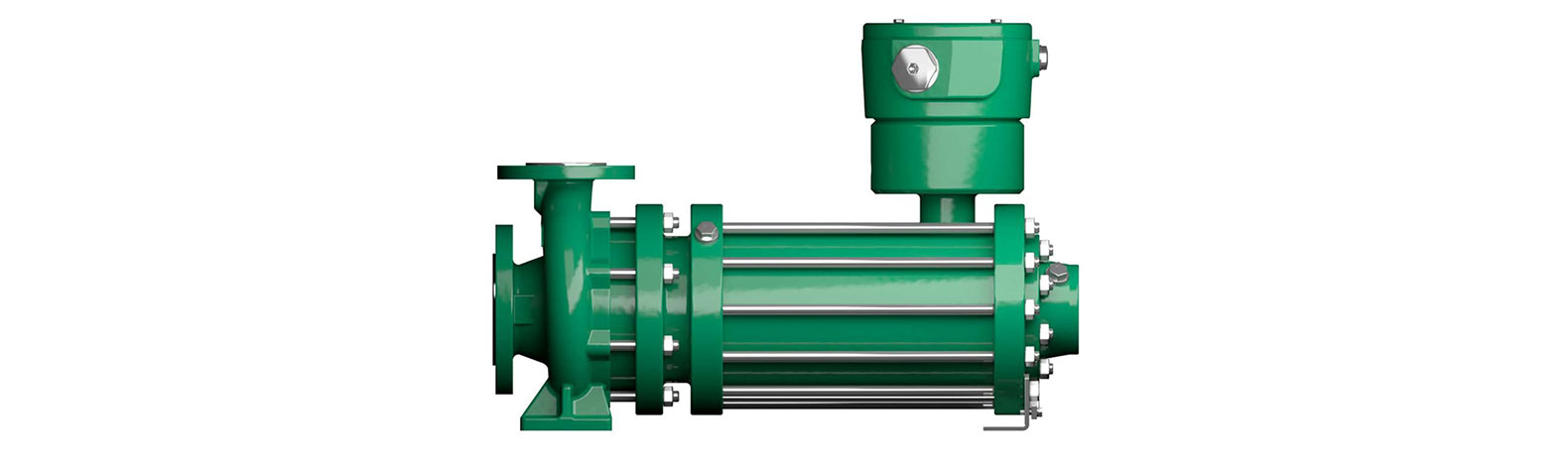
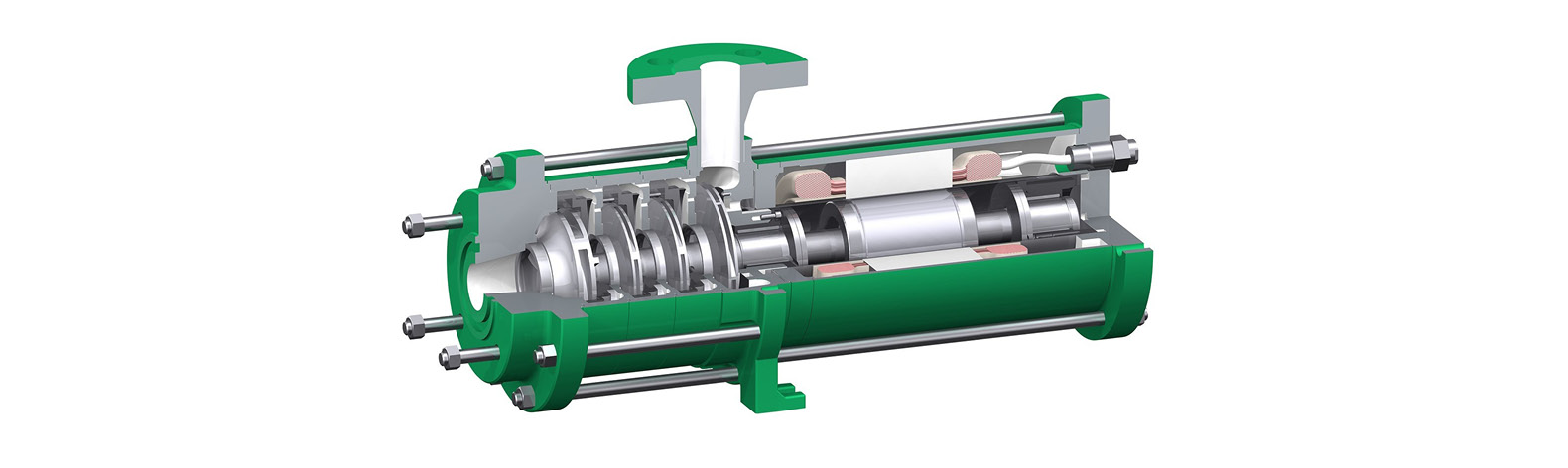
CAM(R)
| Delivery rate: | max. 40 m3/h |
| Pumping head: | max. 180 m |
| Pressure rating: | PN25 and PN40 |
| Operating temperature: | –50 °C to +30 °C |
| Speed: | 2800 to 3500 U/min |
| Viscosity: | max. 20 mm2/s |
Customisation
If you cannot find a suitable pump series? We are happy to help you with a customised solution regardless of the quantity. Please contact us for further information.


Your contact person
For more information, please contact:
Adrian Schaefer
Product Manager