Download product information now
Canned motor pumps for industrial cold stores and deep-freeze centres
As globalisation continues, the worldwide demand for deep-freeze centres and industrial cold stores increases. Especially food but also pharmaceuticals must be stored temporarily. The requirements range from deep-freezing with temperatures of approx. –25 °C to fresh food storage with temperatures of up to approx. +15 °C. In addition to raw products like meat or fish, finished products such as ice cream, baked goods, sweets or flowers are also stored refrigerated. As the cooling of food and pharmaceuticals is subject to strict guidelines and increased safety requirements, hermetic systems are often used in large installations to circulate the coolant.
Your benefits
- Protection: Absolute leak-tightness of the system even when using
coolants with high requirements such as ammonia or CO2 - Efficiency: Lowest life cycle costs thanks to low maintenance costs
- Safety: Emergency storage for standard portfolio in the case
of a pump failure
Application areas
- Industrial cold stores
- Deep-freeze centres
Deep-freeze centre in Northern Germany
Requirements
In this deep-freeze centre in Northern Germany, which focus on food storage, an ammonia cascade system with two cooling circuits is used. The system feeds 25 cooling chambers, two shock freezers and a defrosting room. The two cooling circuits used have operating temperatures of –40 °C and –10 °C. Ammonia is used as a heat transfer medium in both circuits. When selecting the system components, leak-free operation, long and therefore few maintenance cycles and fast response and problem-solving times in the case of a pump failure were decisive.
| Delivery rate: | 7 m3/h |
| Pumping head: | 32 m |
| Operating temperature: | –40 °C |
| Refrigerant: | ammonia |
| System type: | ammonia cascade system |
| Number of pumps: | 3 |
The pump used
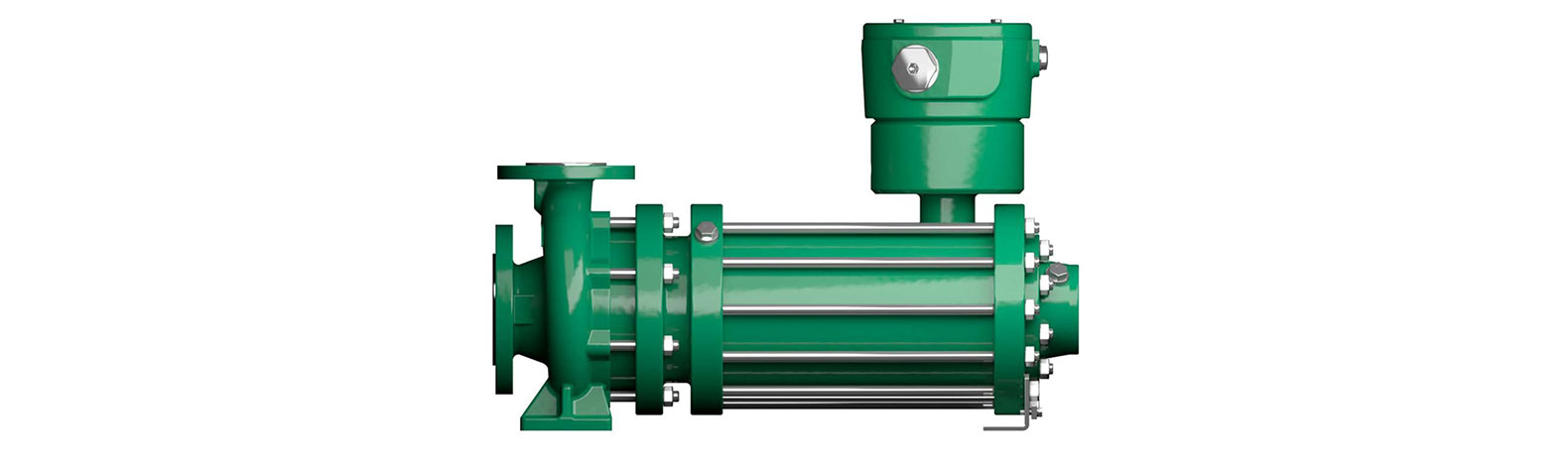
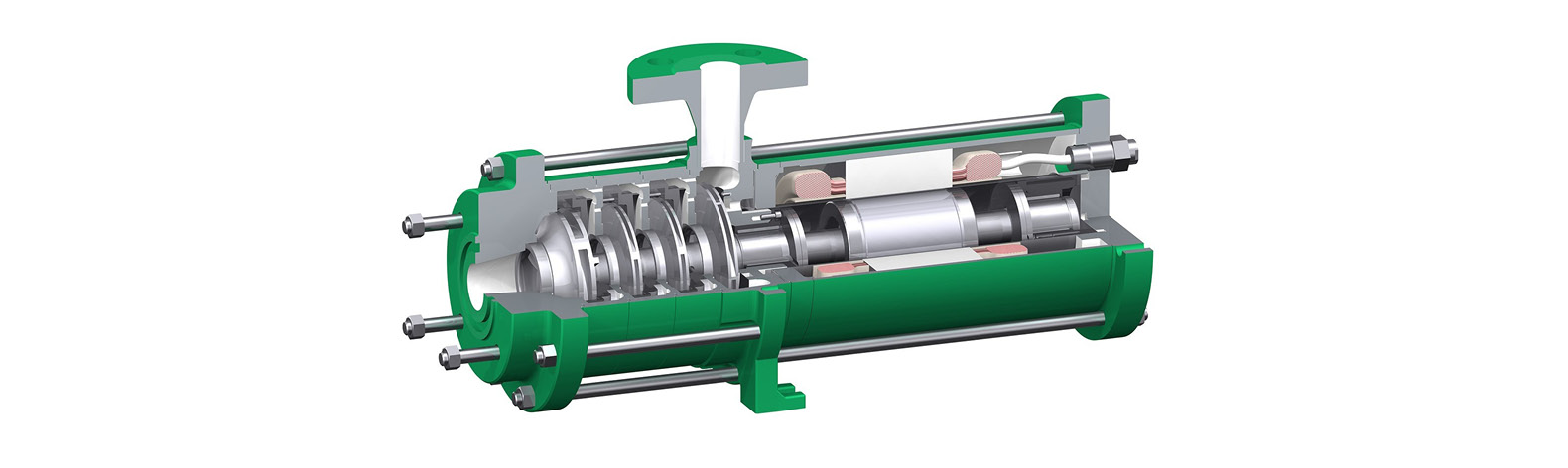
Three identical HERMETIC canned motor pumps CAM 2/3 with AGX3.0 motor are used in the system. These are 3-stage canned motor pumps. While two pumps are installed in parallel operation, the third pump serves as an emergency pump in the case of a pump failure. The multi-stage CAM series is characterised particularly by high pumping heads and can include up to 6 stages as standard. With the help of a frequency converter, the operating points could be ideally adapted to the utilisation of the various cooling chambers.
Decisive factors for the plant manufacturer to choose these HERMETIC pumps were especially the high safety against media leakage, the long maintenance-free service life and the fast emergency supply in case of a pump failure.

Medium / refrigerant
Ammonia is the primary and most widely used refrigerant worldwide. It is mainly used in large installations such as deep-freeze stores, abattoirs, breweries, central refrigeration in the chemical industry and ice rinks. Cascade systems where CO2 and ammonia are used in parallel are becoming increasingly popular. The advantages of ammonia are its large specific enthalpy of vaporisation, its environmentally friendly properties and many years of experience as a refrigerant.

We have the right pumps for your industry
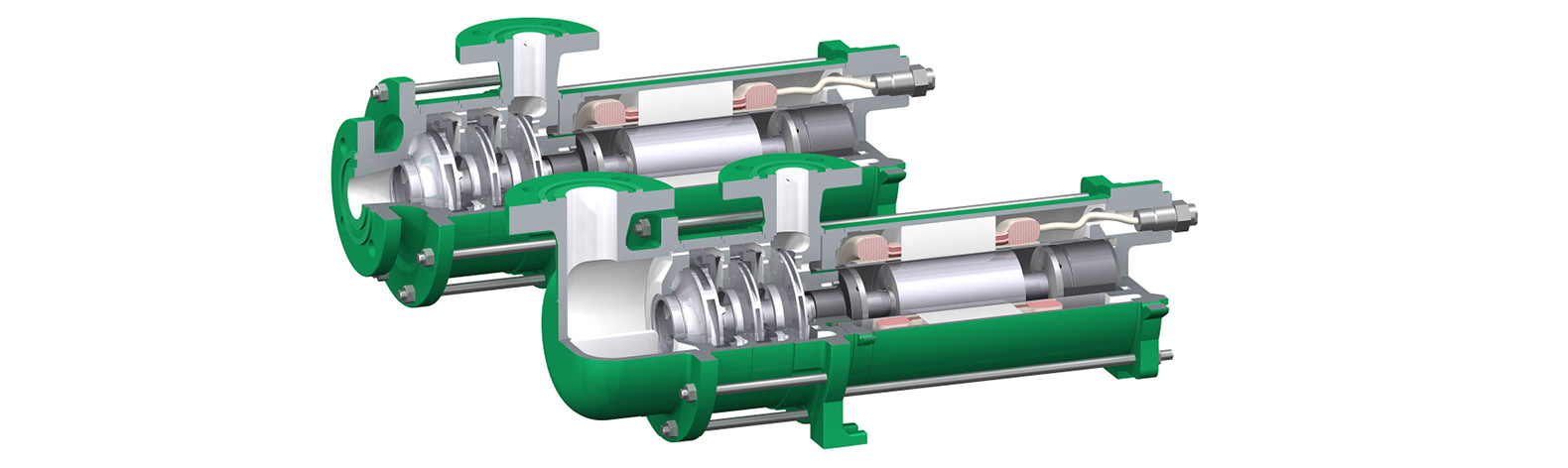
CAM(R)
| Delivery rate: | max. 40 m3/h |
| Pumping head: | max. 180 m |
| Pressure rating: | PN25 and PN40 |
| Operating temperature: | –50 °C to +30 °C |
| Speed: | 2800 to 3500 U/min |
| Viscosity: | max. 20 mm2/s |
CNF
| Delivery rate: | max. 80 m3/h |
| Pumping head: | max. 70 m |
| Pressure rating: | PN25 and PN40 |
| Operating temperature: | –50 °C to +30 °C |
| Speed: | 2800 to 3500 U/min |
| Viscosity: | max. 20 mm2/s |
Customisation
If you cannot find a suitable pump series? We are happy to help you with a customised solution regardless of the quantity. Please contact us for further information.


Your contact person
For more information, please contact:
Adrian Schaefer
Product Manager