Download product information now
Canned motor pumps for fisheries
Fishing and fish processing is an important part of the food industry. To ensure perfect conservation of the caught fish, large fishing boats often have a cooling chamber including refrigeration system. The refrigeration systems are often operated with ammonia at temperatures as low as –50 °C. As in refrigeration systems for food processing, extremely high reliability is also required when using refrigerant pumps on ships. A pump failure cannot be tolerated in the “floating cold store”. HERMETIC supports the fishing industry with hermetically sealed canned motor pumps that are characterised by their exceptionally high Mean Time Between Failures (MTBF) values and have numerous marine certificates.
Your benefits
- High availability thanks to long maintenance cycles
- Long service life: no dynamic seals and non-contact running on hydrodynamic plain bearings
- Marine certificates
Application areas
- Fishing
- Fish processing
Refrigeration system on a Russian fishing boat
Requirements
When building a fishing boat in Northern Russia, an integrated refrigeration system should be installed operated with the ammonia as the transport medium. NH3 was used for safety reasons as leakage of the coolant would be noticed immediately. Important requirements for the pump used were long maintenance cycles, a long service life, robust construction including compatibility with sea salt and the Russian RMRS marine certificate. As the ship spends long periods on the open sea, a pump failure would have catastrophic consequences for the caught fish.
| Delivery rate: | 12 m3/h |
| Pumping head: | 36 m |
| Operating temperature: | –50 °C |
| Refrigerant: | ammonia |
| System type: | ammonia cascade system |
| Certificate: | RMRS (Russian marine certificate) |
The pump used
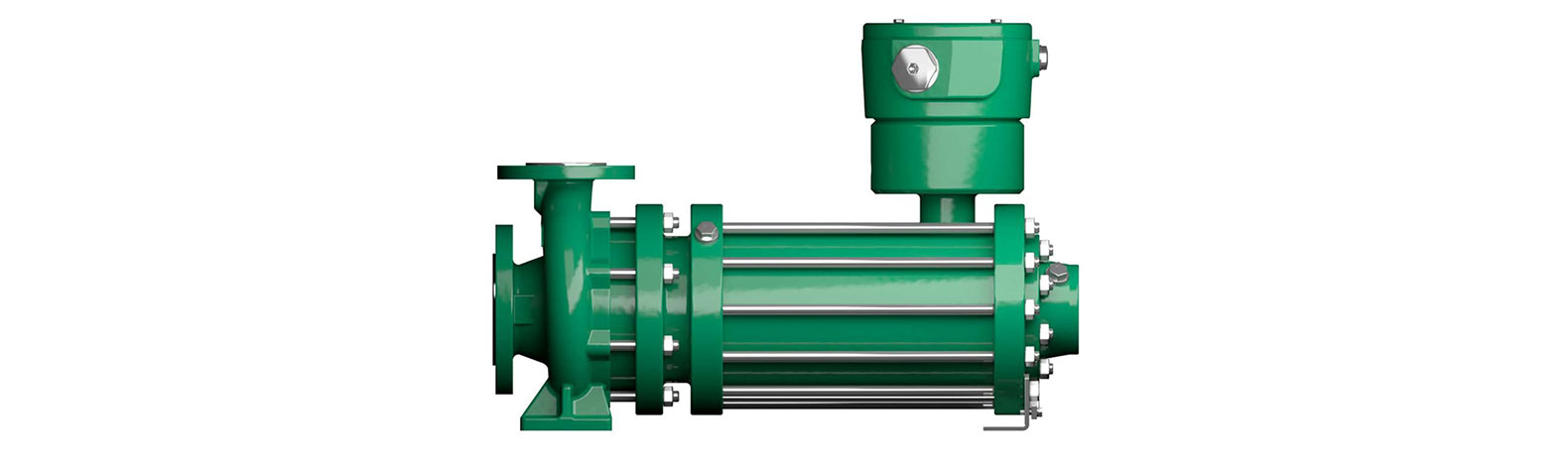
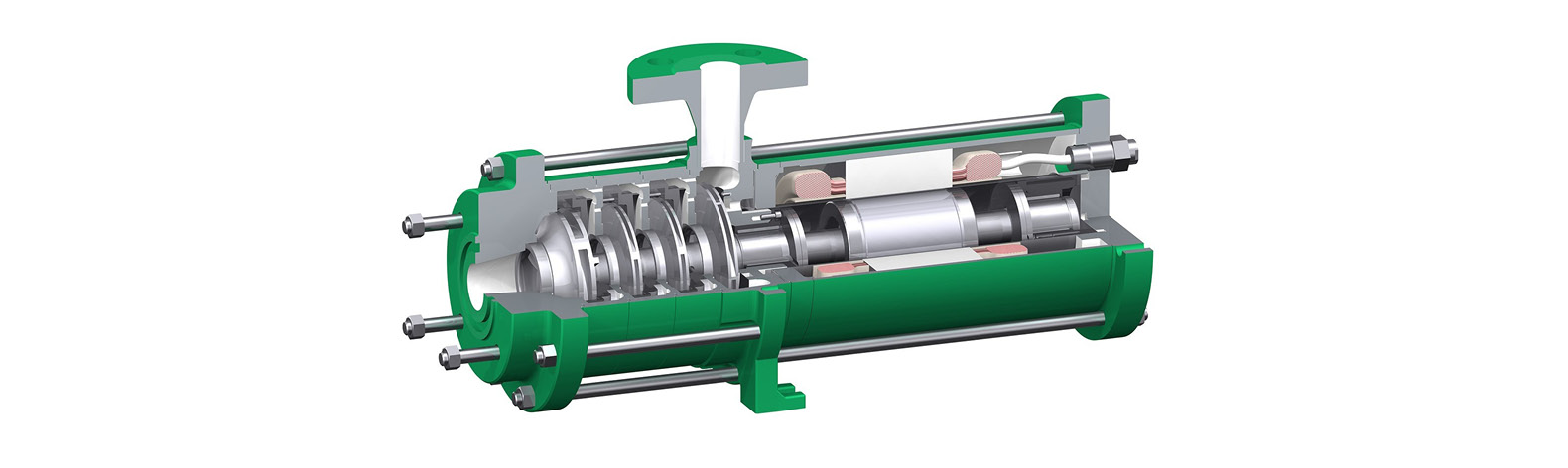
In the present case, the chosen pump was a CAMR 2/5 with AGX4.5 motor operated at 690 V and 60 Hz. This is a multistage canned motor pump with a vertical suction and discharge nozzle. The multi-stage pump series is particularly notable for high pumping heads. The pump was also equipped with marine cable.
Decisive for the customer‘s choice of the HERMETIC pump were the optimal technical pump design, the long maintenance-free service life, the availability of the RMRS certificate and the good customer service of the HERMETIC sales team.

Medium / refrigerant
Ammonia is the primary and most widely used refrigerant worldwide. It is mainly used in large installations such as deep-freeze stores, abattoirs, breweries, central refrigeration in the chemical industry and ice rinks. The advantages of ammonia are its large specific enthalpy of vaporisation, its environmentally friendly properties and many years of experience as a refrigerant.

We have the right pumps for your industry
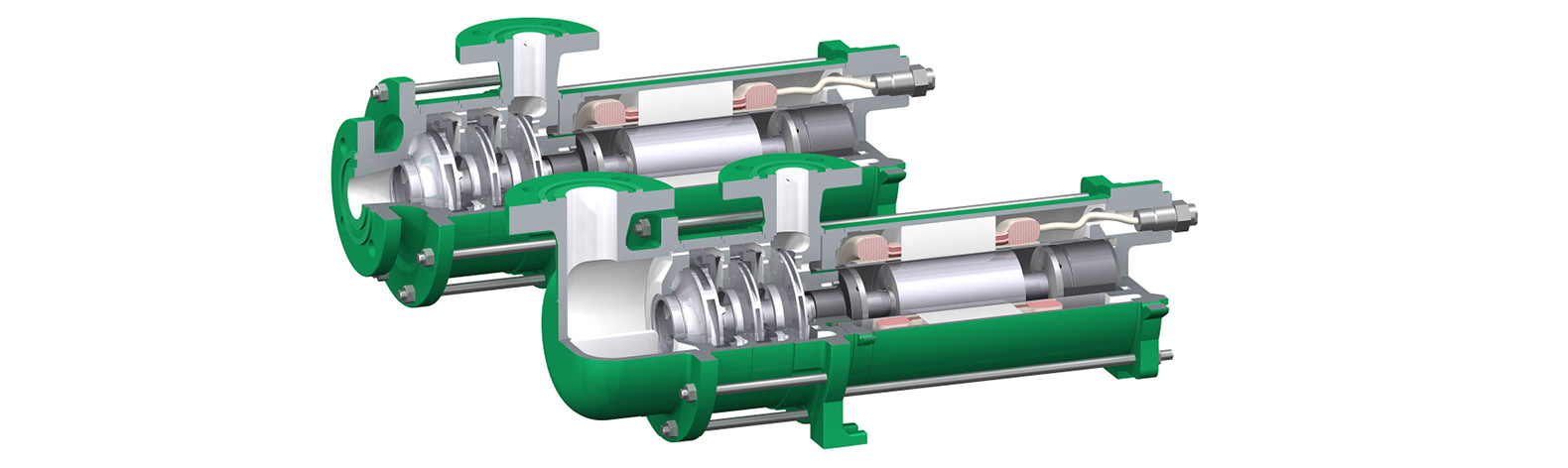
CAM(R)
| Delivery rate: | max. 40 m3/h |
| Pumping head: | max. 180 m |
| Pressure rating: | PN25 and PN40 |
| Operating temperature: | –50 °C to +30 °C |
| Speed: | 2800 to 3500 U/min |
| Viscosity: | max. 20 mm2/s |
CNF
| Delivery rate: | max. 80 m3/h |
| Pumping head: | max. 70 m |
| Pressure rating: | PN25 and PN40 |
| Operating temperature: | –50 °C to +30 °C |
| Speed: | 2800 to 3500 U/min |
| Viscosity: | max. 20 mm2/s |
Customisation
If you cannot find a suitable pump series? We are happy to help you with a customised solution regardless of the quantity. Please contact us for further information.


Your contact person
For more information, please contact:
Adrian Schaefer
Product Manager